Hàn argon là gì: cách sử dụng chính xác, hướng dẫn từng bước
Hàn Argon là một trong những phương pháp hồ quang điện nối kim loại.Một hồ quang được đốt cháy trong một quả cầu khí không hoạt động bằng điện cực vonfram. Đồng thời, các cạnh của các bộ phận hàn tan chảy, liên kết chắc chắn với nhau thành một tổng thể.
Nội dung của bài viết:
Hàn Argon - tính năng và mô tả
Một đặc điểm đặc trưng của hàn argon có thể coi là sự kết hợp thành công giữa nguyên lý hàn điện và hàn khí. Kỹ thuật hàn này tạo ra các mối hàn có chất lượng tuyệt vời. Chúng được chà nhám cẩn thận và vào cuối toàn bộ chu trình làm việc, các mối nối hoàn toàn không nhìn thấy được.

Yếu tố chính trong quá trình này là hồ quang điện. Ở đây xảy ra quá trình chuyển đổi năng lượng điện thành năng lượng nhiệt. Ngưỡng nhiệt cao làm nóng chảy kim loại tại điểm hàn. Nếu bạn di chuyển vòng cung một cách trơn tru, bạn sẽ có được sự kết hợp giữa vật liệu và kết nối đáng tin cậy của phôi. Bằng cách di chuyển điện cực, các thông số của vũng hàn được điều chỉnh, tốc độ hàn, mức độ xuyên thấu, chất lượng và chiều rộng của đường hàn được điều chỉnh.
Để lấp đầy các khoảng trống và hàn một hạt kim loại cao vào đường may, dây phụ được sử dụng. Nó phải có thành phần giống hệt với vật liệu được hàn. Dây phụ được đưa đến điểm nóng chảy bằng tay.
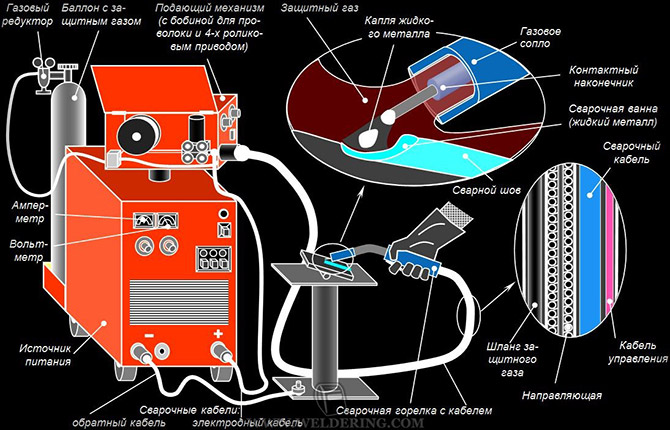
Nguồn cung cấp hiện tại là một thiết bị loại biến tần có bộ điều khiển, hệ thống cung cấp khí trung tính và các đầu nối nơi đầu đốt được kết nối. Dòng điện có thể thay đổi, không đổi hoặc xoay chiều.
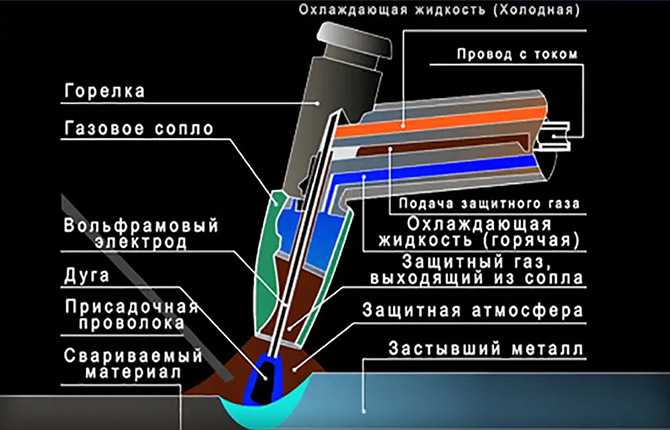
Khi thiết bị hàn argon đang hoạt động, khí argon trơ được cung cấp qua vòi phun dụng cụ vào vùng hồ quang. Nó “thay thế” không khí trong khí quyển, bao gồm oxy và nitơ, khỏi vũng hàn. Do đó, các đường nối kim loại được bảo vệ một cách đáng tin cậy trong quá trình hàn. Đế của hồ quang, một điện cực vonfram không tiêu hao, cũng được bảo vệ. Nếu quá trình hàn được thực hiện mà không có khí trơ, vonfram sẽ tiếp xúc với tác động mạnh của oxy và bị phá hủy.
Không khí trong khí quyển ảnh hưởng tiêu cực đến chất lượng của quá trình hàn. Khí trơ được sử dụng để bảo vệ vùng nhiệt hạch khỏi oxy trong khí quyển. Trong thực tế phổ biến đây là argon. Helium có thể được sử dụng cho mục đích này, nhưng giá thành của nó cao hơn nhiều. Giá argon thấp được giải thích là do nó chỉ là sản phẩm phụ của quá trình tách không khí công nghiệp thành oxy và nitơ.
Ưu điểm của hàn hồ quang argon:
- Đường may thẩm mỹ, độ bền cao.
- Không cần chất trợ dung hoặc lớp phủ điện cực.
- Làm việc với các bộ phận có kích thước bất kỳ.
- Khả năng hàn kim loại lên các bộ phận bị hư hỏng để khôi phục chúng.
- Kết nối các kim loại khó hàn (titan, gang, nhôm và các loại khác).
- Lượng khí dung phát ra tối thiểu so với các loại hàn khác.
- Cạnh của vết cắt kim loại “trong argon” có hình dạng lý tưởng, màng oxit và nitrit không hình thành trên đó.
- Phương pháp argon cho phép bạn kết nối các lớp kim loại mỏng và thực hiện các thao tác hàn đặc biệt.
Những nhược điểm bao gồm thực tế là hàn argon kim loại chậm hơn so với các máy và phương pháp hàn khác.
Làm việc với argon gây nguy hiểm cho sức khỏe con người.Hít phải khí argon gây chóng mặt, có thể dẫn đến buồn nôn, nôn mửa, bất tỉnh và thậm chí tử vong. Những người làm việc với hàn argon thường bị đau đầu, ù tai, mệt mỏi, rối loạn đường tiêu hóa và khó thở.
Một người thợ hàn có nguy cơ mắc bệnh nhiễm nhôm, một bệnh lý về phổi không thể hồi phục khi anh ta tiếp xúc với những tác động tiêu cực của ozone, phóng xạ và oxit nitơ.
Phân loại hàn argon
Công nghệ hàn Argon được phân loại theo nguyên tắc chức năng riêng:
- Phương pháp thủ công. Các thao tác của mỏ hàn, mỏ hàn hồ quang và phụ gia được thực hiện thủ công bởi thợ hàn. Kinh nghiệm và trình độ của ông quyết định tốc độ của quy trình cũng như các thông số của mối hàn.

- Bán tự động. Thiết bị có chức năng cấp dây phụ. Việc lắp đặt được trang bị cơ chế cấp dây. Thợ hàn chỉ hoạt động với mỏ hàn argon, rảnh một tay. Nó có thể được sử dụng để giữ hoặc mở phôi. Phương pháp này cho năng suất cao hơn thủ công nhưng trình độ của thợ hàn rất quan trọng.
- Tự động. Việc cấp dây và chuyển động của xe bằng mỏ hàn diễn ra tự động mà không cần sự tham gia của công nhân. Ưu điểm là mối hàn mịn, chất lượng cao. Chức năng của người vận hành là kiểm soát và thiết lập chính xác các thông số - độ sâu thâm nhập cần thiết, tốc độ di chuyển tối ưu của cỗ xe, v.v.

Ngoài ra, hàn argon được phân biệt theo quy trình thực tế - có sử dụng dây phụ hay không.
Nếu không có chất phụ gia, bạn có thể hàn kim loại mỏng (lên đến 2 mm), với áp suất chặt - không được có khoảng trống dọc theo đường may. Sau đó, các cạnh được nấu chảy bằng điện cực và kim loại này đủ để nối các phôi.Kết quả là một đường may kín, mỏng, mịn, giống như gương mà không có vảy.
Sẽ mất nhiều thời gian hơn để nấu bằng dây phụ. Loại mối hàn là “có vảy”, và số lớp vảy trực tiếp phụ thuộc vào nhịp độ cung cấp chất phụ gia vào bể hàn. Các khoảng trống và khoảng trống giữa các bộ phận có chiều rộng lên đến 5 mm được nấu chảy với chất lượng cao và các phần lồi được hợp nhất thành các rãnh. Phương pháp hàn phụ được sử dụng để hàn argon cho kim loại có độ dày 3 mm.
Cách đây không lâu, một công nghệ hàn hồ quang argon cải tiến khác đã xuất hiện - robot. Điểm đặc biệt của nó là việc hàn các bộ phận trên băng tải được thực hiện bởi các tổ hợp robot. Phương pháp này được đặc trưng bởi năng suất cao và chi phí công việc thấp.

Nhược điểm là chi phí đáng kể cho thiết bị độc đáo, nhu cầu cấp thiết phải thu hút các chuyên gia có trình độ cao để bảo trì, hỗ trợ phần mềm và tinh chỉnh các bộ phận của robot. Công nghệ này được thiết kế cho khối lượng sản xuất lớn.
Hàn Argon - bạn cần những công cụ và thiết bị nào
Thiết bị và phụ kiện hàn hồ quang argon được chia thành 3 nhóm.
Đầu tiên bao gồm các thiết bị đặc biệt thực hiện một hoạt động cụ thể. Hàn argon, được thực hiện bởi các thiết bị như vậy, được sử dụng trong các doanh nghiệp lớn sản xuất liên tục quy mô lớn.
Thứ hai - thiết bị chuyên dụng được cấu hình để vận hành với phạm vi hẹp các bộ phận thuộc danh mục cụ thể.
Ngày thứ ba - máy phổ thông, được sử dụng cho một số loại hoạt động và vật liệu. Đây là nhóm thiết bị được sản xuất thương mại phổ biến nhất.Chúng được sử dụng rộng rãi không chỉ cho mục đích công nghiệp mà còn có nhu cầu lớn trong giới thợ thủ công và thợ thủ công “gara”.
Bộ thiết bị hàn argon vạn năng:
- quần áo bảo hộ lao động, giày bảo hộ, thiết bị bảo hộ cá nhân;
- bộ phận thực hiện công việc với điện cực không tiêu hao;
- điện cực không tiêu hao vonfram;
- dây phụ;
- ống áp lực cao;
- bình ga;
- bộ giảm khí;
- công cụ phụ trợ.
Trong bình chứa khí ở dạng nén có khí - argon. Xi lanh được sử dụng cho các loại khí khác nhau. Để không nhầm lẫn các thùng chứa giống hệt nhau với các nội dung khác nhau, các hình trụ được đánh dấu. Vì vậy, argon thô được bơm vào một hình trụ màu đen có dòng chữ màu trắng và sọc trắng. Argon kỹ thuật - cũng ở dạng hình trụ màu đen, nhưng dòng chữ màu xanh lam, sọc màu xanh lam. Argon nguyên chất được phân biệt bằng hình trụ màu xám có dòng chữ và sọc màu xanh lá cây. Các thông tin kỹ thuật đặc biệt khác cũng được dán trên xi lanh.
Mỗi bộ giảm tốc được thiết kế cho khí riêng của nó. Màu của hộp giảm tốc phải trùng với màu của bình gas. Trong một lựa chọn rẻ tiền, bạn có thể sử dụng chất khử carbon dioxide “đen”. Nhưng hầu hết các bộ giảm tốc có thông số kế thường được lắp đặt dưới argon.
Ống oxy áp suất cao được sử dụng cho argon do chất lượng và độ tin cậy của chúng. Đường kính bên trong thay đổi từ 9 đến 18 mm. Vì vậy, việc lựa chọn một cái phù hợp sẽ không khó.
Nguồn hàn argon hiện tại được lựa chọn theo mục tiêu, nhiệm vụ cần thực hiện trong quá trình làm việc.
Điện cực vonfram được thiết kế để đốt cháy và duy trì hồ quang. Chúng có các dấu hiệu thích hợp đặc trưng cho tính chất của chúng và sự hiện diện của các tạp chất đặc biệt.
Vật liệu phụ trợ là cần thiết để chuẩn bị kim loại để hàn, ví dụ, máy mài, bàn chải kim loại khác nhau.
Tuân thủ an toàn
Argon, giống như bất kỳ phương pháp hàn nào khác, đòi hỏi phải tuân thủ nghiêm ngặt các quy định an toàn. Chúng hầu hết đều đơn giản, nhưng việc thực hiện chúng cho phép bạn tiết kiệm không chỉ sức khỏe mà còn cả mạng sống.
Công việc phải được tổ chức trong các phòng hoặc buồng đặc biệt. Trong trường hợp không thể thực hiện được các điều kiện này thì nơi hàn argon được rào chắn bằng lưới chắn. Chúng là những tấm ván ép được sơn bằng thành phần chống cháy, cũng bao gồm oxit kẽm, có tác dụng hấp thụ tia cực tím. Chiều cao của hàng rào như vậy không thể nhỏ hơn 2 m.
Thiết bị hàn argon được lắp đặt trên mặt bằng phù hợp với kích thước công nghệ. Nơi làm việc của thợ hàn phải được trang bị hệ thống thoát khí và cung cấp thông gió. Tấm xả rất hiệu quả. Chúng được đặt theo chiều ngang hoặc ở một góc sao cho không khí bị ô nhiễm từ hồ quang được bơm xuống hoặc ra khỏi thợ hàn. Điều này ngăn chặn các chất độc hại xâm nhập vào đường hô hấp của người lao động.
Những gì bạn cần làm trước khi bắt đầu:
- Kiểm tra và đảm bảo quần áo, giày dép và thiết bị bảo hộ đặc biệt của thợ hàn ở tình trạng tốt, sạch sẽ và không dính dầu hoặc các chất dễ cháy khác.
- Khi mặc quần yếm phải cài hết cúc, buộc ruy băng và buộc dây giày.
- Áo khoác và quần tây phải được cởi bỏ trong quần, túi phải được đóng bằng nắp và tóc phải được giấu dưới mũ đội đầu.
- Kiểm tra nơi làm việc, ánh sáng, mui xe.
- Loại bỏ các phôi không cần thiết, các vật dụng không cần thiết và vật liệu dễ cháy.
- Kiểm tra thiết bị.Nó phải được nối đất chắc chắn, các tiếp điểm điện áp cao được bảo vệ và đóng kín, đồng thời tính toàn vẹn của dây không bị ảnh hưởng.
- Đảm bảo rằng các thiết bị đo lường, tín hiệu và thiết bị khóa thiết bị đang hoạt động.
- Không bắt đầu công việc cho đến khi những thiếu sót được xác định được loại bỏ hoàn toàn.

Hướng dẫn từng bước sử dụng hàn argon đúng cách
Trước khi hàn, phôi phải được làm sạch hoàn toàn bụi bẩn, dầu máy và cặn dầu mỡ. Điều này có thể được thực hiện với bất kỳ dung môi nào. Khi độ dày của các bộ phận hàn trên 4 mm, cần phải cắt cạnh và hàn argon chỉ được thực hiện từ đầu đến cuối.
Để phá hủy màng oxit, mối nối được xử lý bằng bàn chải kim loại. Một kết nối có hình học phức tạp được làm sạch bằng máy mài góc.
Để loại bỏ độ ẩm, phôi phải được làm nóng đến 150 độ. Để tránh bị cháy, các tấm đồng hoặc thép được đặt bên dưới tấm kim loại mỏng để tản nhiệt.
Phụ gia di chuyển độc quyền về phía trước đầu đốt, dọc theo mối hàn được hàn.
Một thời gian ngắn (5-7 giây) trước khi đốt hồ quang, nguồn cung cấp khí trơ được bật. Sau khi hàn xong, bạn lại cần đợi thời gian tương tự trước khi tắt gas.
Trình tự các thao tác khi hàn hồ quang argon:
- Bật thiết bị.
- Nối dây nối đất vào bàn hàn hoặc phôi hàn.
- Mở van trên bình gas.
- Đưa mỏ hàn argon lại gần chi tiết cần hàn sao cho khoảng cách tới điện cực là 3-5 mm.
- Đeo mặt nạ bảo vệ và bật nguồn điện.
- Giữ hồ quang hàn thu được ở mép ban đầu của mối nối cho đến khi tạo thành một vũng kim loại nóng chảy.
- Sử dụng các thao tác tròn, mượt mà để đạt được sự tan chảy của các cạnh của các bên.
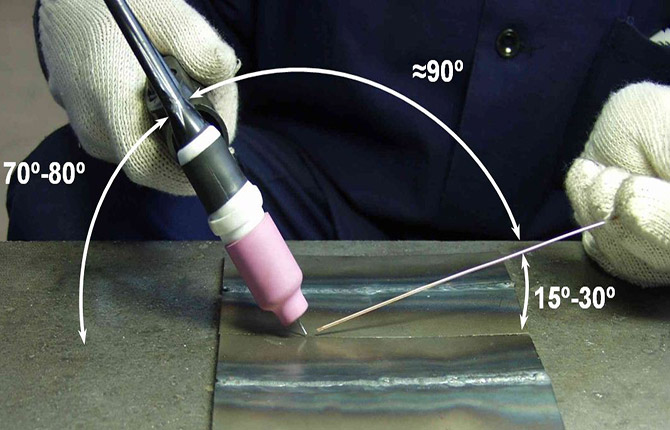
- Duy trì một góc 45 độ giữa đầu đốt và bề mặt.
- Từ từ và cẩn thận di chuyển mỏ hàn bằng kim về phía trước, đưa dây phụ vào mỏ hàn.
- Khi kết thúc mối hàn, giảm dòng điện để lấp đầy miệng hố.
Hàn Argon là một phương pháp cải tiến mang lại lợi nhuận để phục hồi sản phẩm. Chi phí cho công việc hàn và phục hồi thấp hơn đáng kể so với việc sản xuất một bộ phận mới. Một sản phẩm tân trang có thể tồn tại trong một thời gian rất dài.
Bạn đã bao giờ tự hàn argon chưa? Hãy cho chúng tôi biết về những đặc điểm sẽ giúp bạn tiếp thu kỹ năng nhanh hơn. Để lại bình luận của bạn, chia sẻ bài viết trên mạng xã hội, thêm vào bookmark.




Làm thế nào để nấu ăn bằng hàn argon ngoài trời trong thời tiết nhiều gió?
Bạn sẽ không thể hàn như trong xưởng - gió thổi bay khí bảo vệ và khiến vũng hàn mở ra trước những tác động từ bên ngoài. Bảo vệ khu vực hàn bằng một tấm sắt. Nếu không có gì phù hợp trong tay, hãy tự mình chặn gió bằng cách đứng về phía có gió thổi.
Phải làm gì nếu vũng hàn nổi bong bóng nhiều?
Điều chỉnh nguồn cung cấp argon cho bộ giảm tốc. Có quá ít khí (cacbon thoát ra khỏi kim loại) hoặc quá nhiều.
Làm thế nào để mài điện cực vonfram một cách chính xác?
Làm sắc nét thanh trên một bánh xe kim cương quay. Nó sẽ tồn tại lâu hơn một máy chà nhám thông thường. Đặt điện cực sao cho đầu điện cực hướng ra xa bạn ở phần cuối của vòng tròn quay. Đạt được góc sắc nét 20-30 độ. Để hàn ở dòng điện 200-300 A, cần phải mài 60 độ.Sẽ thuận tiện hơn khi hàn kim loại mỏng 1-1,5 mm bằng đầu giống như kim - góc nhọn khoảng 10 độ.